
【バックナンバー】2024年5月29日発行 YASHIRO TIMES「牧野フライス製作所のマシニングセンター 意外と知らない!主軸選びの重要ポイント!」
各種工作機械・切削機械・工場設備の
専門商社『矢代工機 株式会社』
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
2024年5月29日発行 YASHIRO TIMES
「牧野フライス製作所のマシニングセンター
意外と知らない!主軸選びの重要ポイント!」
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
弊社は、
株式会社牧野フライス製作所の
新潟県唯一の代理店です。
これはメールマガジンの創刊号でも
お伝えしました。
ということでしばらくは、
牧野フライス製作所の
マシニングセンターについての
「意外と知らない!主軸選びの重要ポイント!」
をお伝えします。
今回は、
マシニングセンターの命
「主軸(スピンドル)」についてです。
規格の番手が大きいほど太いということは
皆さんご存知と思います。
たとえば・・・
============
■一般的なM/Cの主軸番手
BT30(HSK40/50)
BT40(HSK63)
BT50(HSK100)
============
これであればBT30が一番細く、
BT50が一番太いということです。
主軸軸受内径が
大きいほど主軸剛性が高くなりますが、
径の二乗に比例するといわれています。
しかし、太ければ良いかというとそういう問題ではなく、
特に高速回転域においてデメリットが発生します。
具体的には、
⇒主軸軸受内径が大きいほど
回転時の周速が高くなります。
⇒主軸軸受の周速が高くなると
発熱量が大きくなります。
⇒発熱量が大きくなると
主軸が伸びます(Z方向熱変異)
そこで、
高い剛性を保ちつつ、
発熱量を抑えるには
主軸の潤滑と冷却方式が
ポイントとなります。
つぎに、
主軸の潤滑と冷却方式を解説します。
======
1.グリス潤滑
======
・従来からある潤滑方式です。
・冷却効果が薄いため低速回転機種向きで、
安価です。
========
2.オイルエア潤滑
========
・10,000回転を超える高速主軸用で、
一般的に用いられる方式です。
・潤滑油を混入したエアーを軸受に吐出します。
・オイルによる潤滑とエアーによる冷却効果を
兼ね備えています。
・エアーの消費量が非常に大きくなります。
=======
3.ジェット潤滑
=======
・温度制御された冷却潤滑油を、
軸受に高速で噴射します。
・牧野独自の「軸芯冷却/アンダーレース潤滑」の構造
こちらの図をご覧ください。
↓↓↓↓↓↓↓
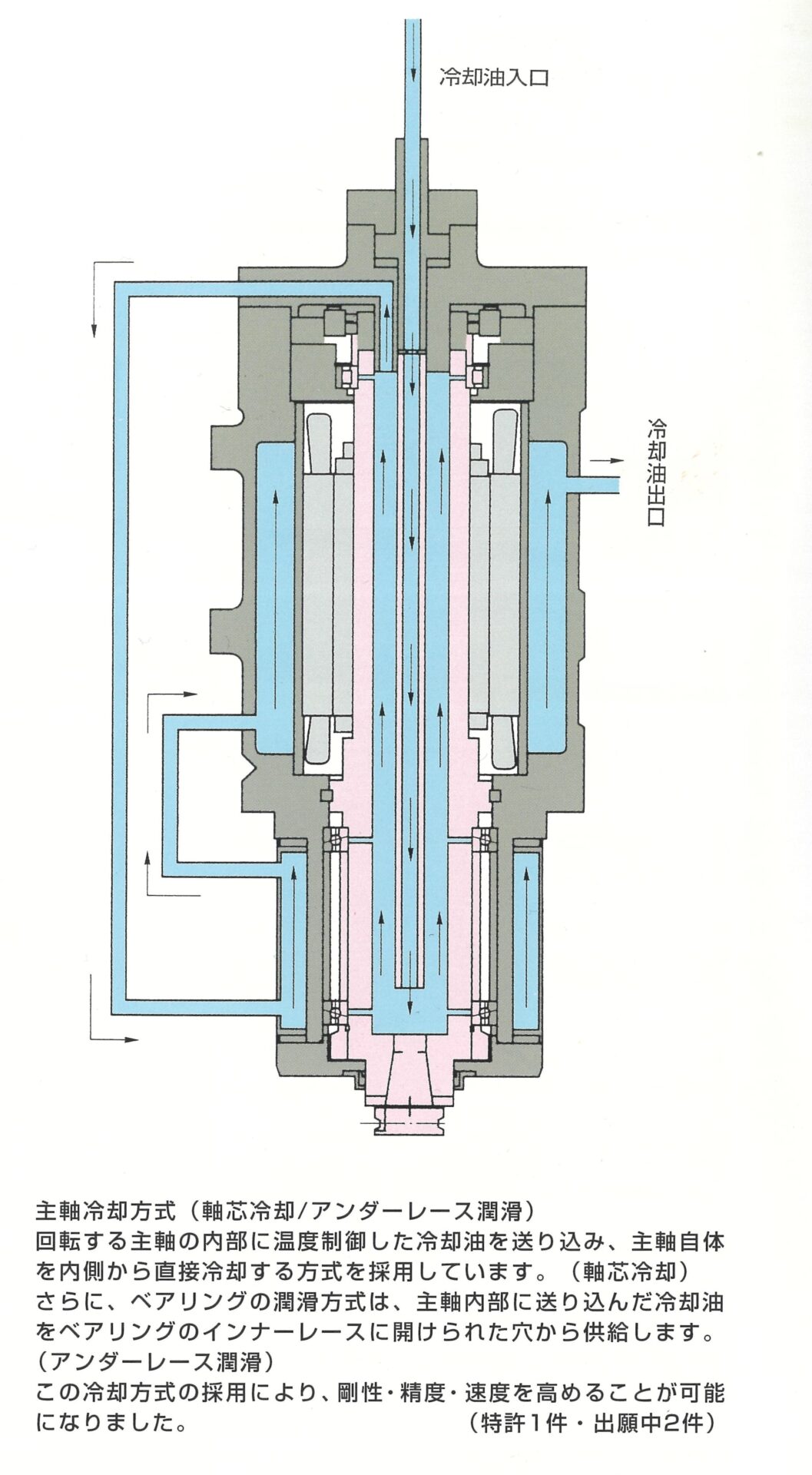
これは、回転する主軸の内側(軸芯)から
多量の冷却油を送り込み、さらにベアリングの
内側から冷却油を供給する方式です。
高速回転主軸の潤滑冷却に最も効果的です。
なぜ、
牧野フライス製作所は
このような高品位の主軸を
採用できるのでしょうか?
その理由は・・・
他社が主軸ユニットを購入品とすることが大半であるなか、
徹底した温度管理とクリーン環境で、
主軸を内製するための「主軸製造専用工場」を
有しているからです。
これも「Quality First」を標榜する
牧野フライス製作所の特徴の1つです。
最後までお読みいただきまして、
誠にありがとうございました。